Summary Video
Click Here for our awesome video made by our very own Steven Gerasimoff!

Our yo-yo is inspired by the Arc Reactor that Tony Stark uses to power his suit and stay alive in the film Iron Man.The yoyo lights up when it spins so that it has the same glowing appearance as the reactor in the film.
Components/Key Features:
 |
| 1. Housing (injection molded): houses all the yoyo components and has rounded edges for ergonomic and manufacturing benefits |
 |
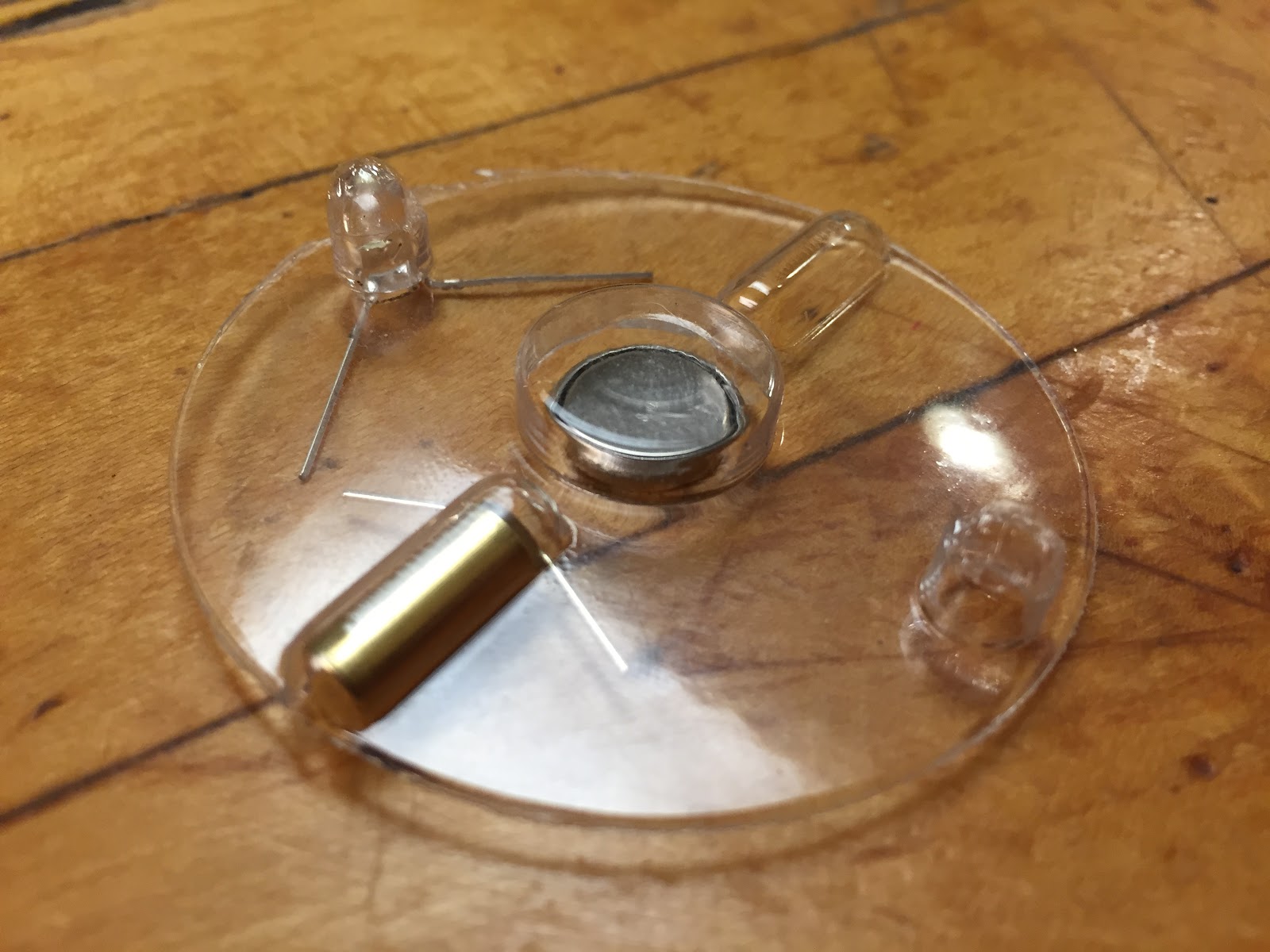
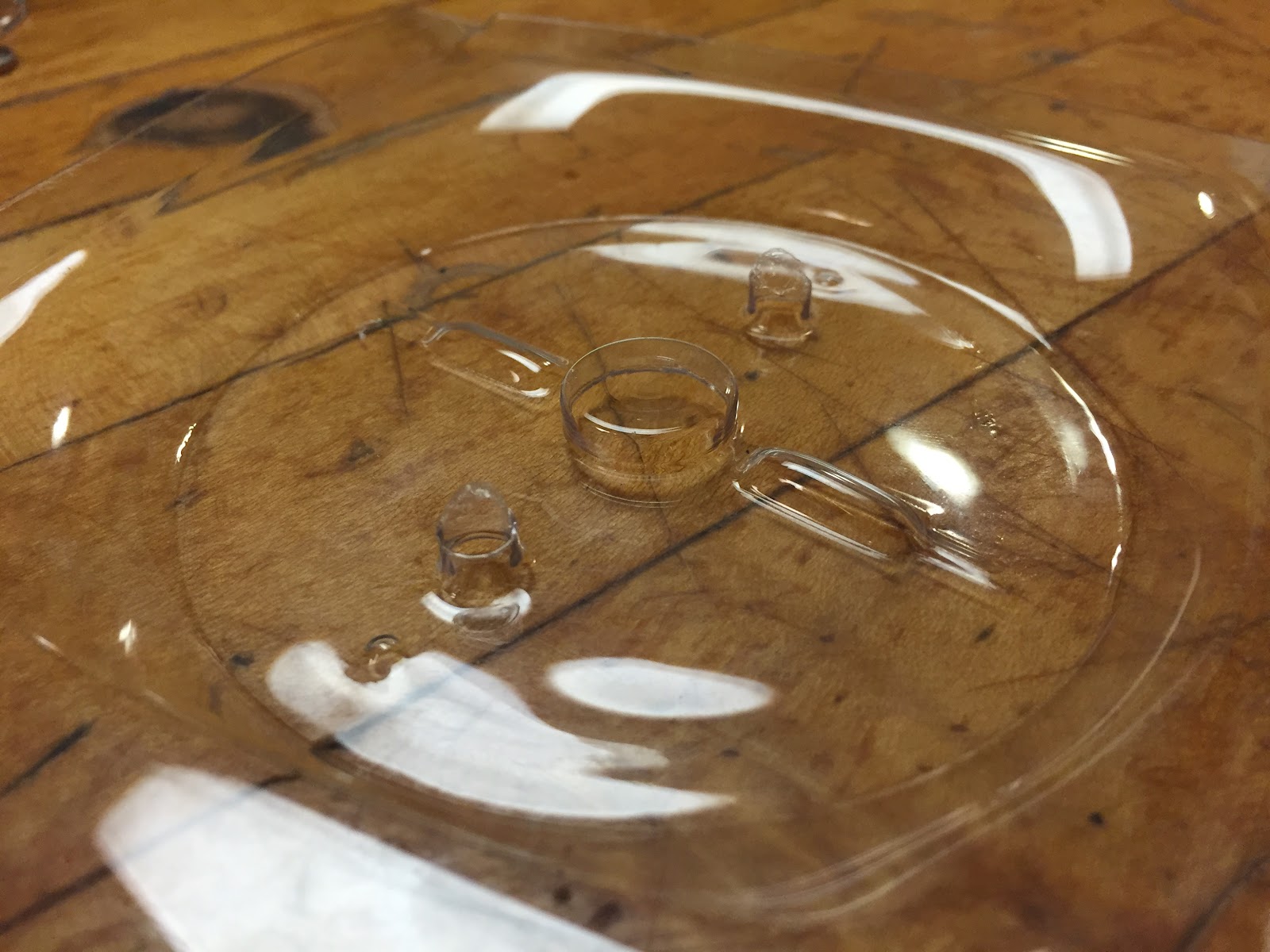
| 2. Circuit board holder (thermoformed) and circuit: consists of two LED lights, a coin battery, and two switches which allow the yoyo to light up when spinning. The battery was placed in the middle and the LEDs and switches on either side to ensure that the weight of our yo-yo is balanced around the center. |
 |
3. Filling (injection molded): fits into cage to produce patterned arc reactor image
|
 |
| 4. Cage (injection molded) provides the main image of the Arc Reactor while also fulfilling the function of friction fitting into the housing unit. |
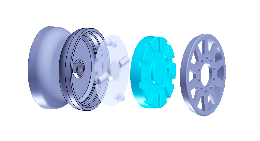 |
| Exploded view of all parts. |
Process Optimization:
To optimize the manufacturing parameters for the injection molded and thermoformed parts, we went through an iterative design process in which we observed defects in parts and altered parameters closely linked to that defect until we were satisfied with our yoyo prototype (specific examples are in the previous blog post).
Successes:
Overall we're happy with our yoyo! All the parts snap fit together well, and the yoyo looks is visually appealing especially when it lights up!
Opportunities for Improvement:
1. Make more robust and durable circuits by using better wires/soldering
2. Make battery easier to change (more maintainable yoyo) by increasing housing diameter slightly to enable a looser snap fit
3. Make the yoyo smaller so it fits in one's hands easier.
3. Make the yoyo smaller so it fits in one's hands easier.
4. Another weakness is that the process capability of the critical dimensions of the yoyo are quite low. This could be due to a number of reasons including the deliberate introduction of a step change of one process parameter mid way through the production run, and the machine errors because of age and use.
Comparison to FDM parts:


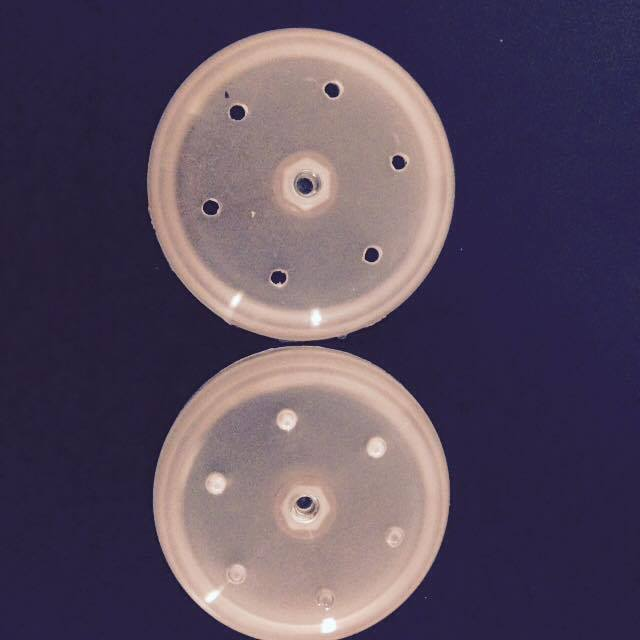
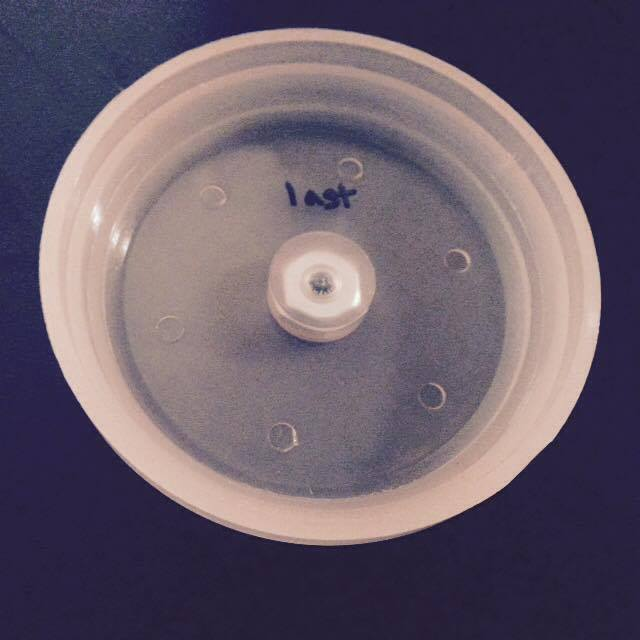
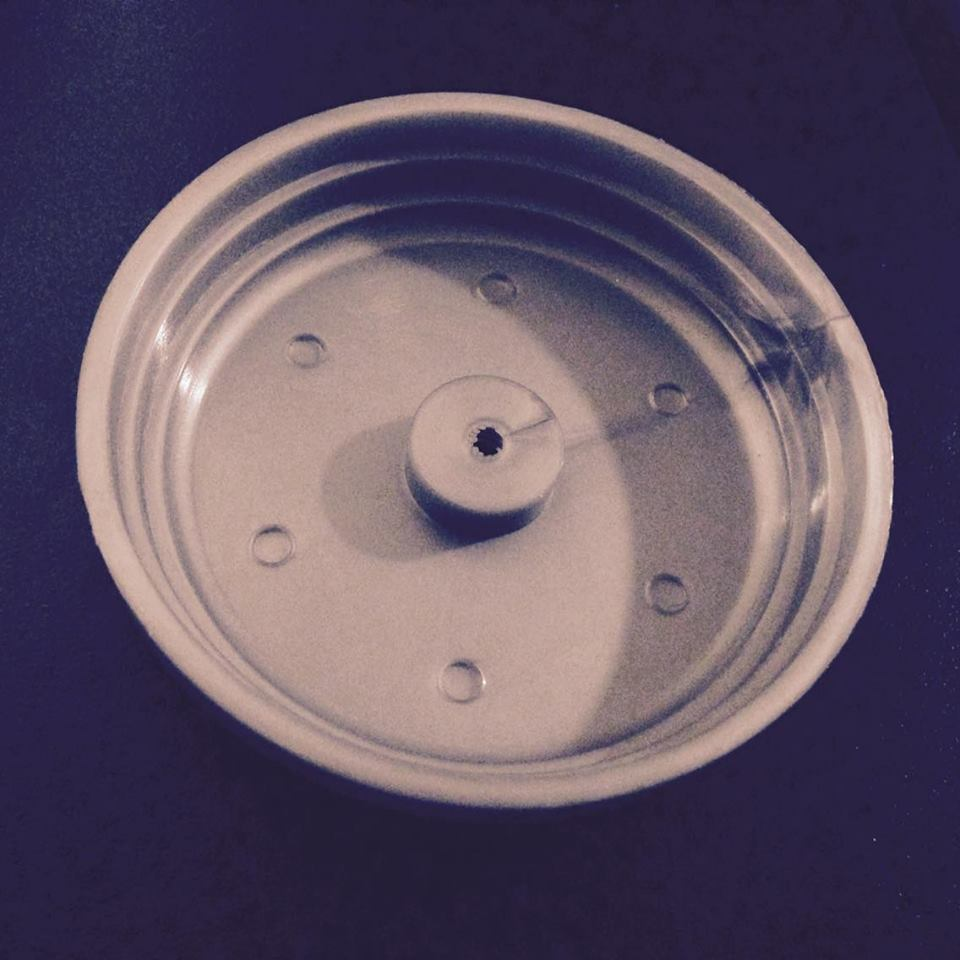
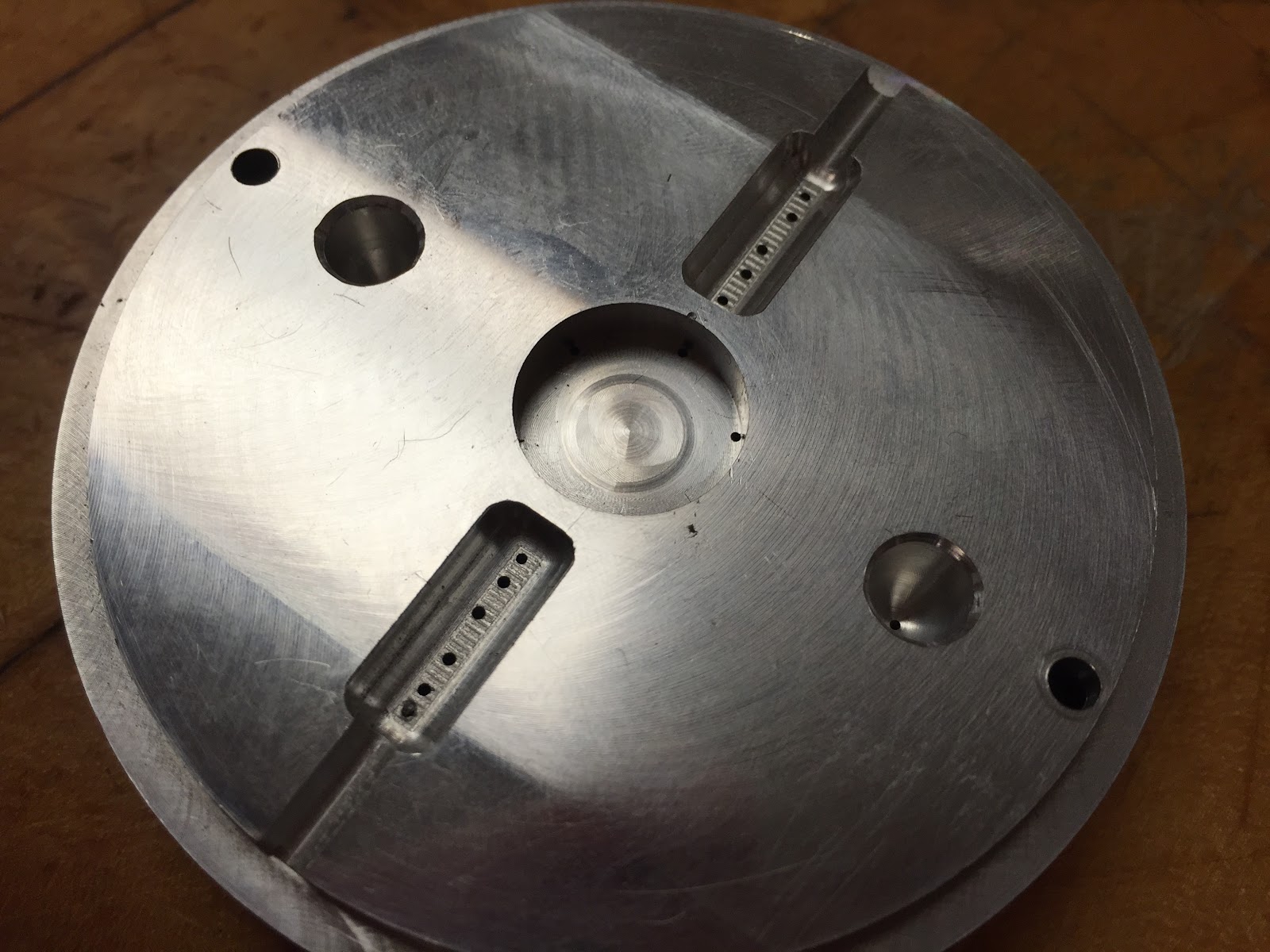
Our group used FDM to prototype both our yoyo housing and cage (as pictured below). Manufacturing these parts helped us verify that our part would be aesthetically pleasing, but because we could not completely remove the raft from the parts, we were not able to test that the parts fit together by friction fitting. The resolution of the UP! FDM printer that we used was low (best resolution/layer thickness of .2mm), so this caused the intricate detailing and geometry present on the cage to not be as clear as it appears on our final injection molded parts. Also the low resolution contributed to the surface of the FDM pieces having visible lines and a rough surface finish. The injection-molded yoyo cage and housing have a much smoother surface finish.
Design Specification Comparison
Quantity
|
Design Specification
|
Tolerance
|
Mean Measurement
|
Description
|
String Gap
|
0.075 in
|
+/- 0.015
|
.125 in
|
This dimension was wider than expected possibly because the screw holding the two yoyo halves together was longer than expected. The large string gap caused slippage to occur making it hard to return yoyo to hand so we double looped the string hole around the axle to fix this issue.
|
Housing Inner Diameter
|
2.346 in
|
+/- 0.015
|
2.345 in
|
The measurement meets the target since it’s within the tolerance. It meets the target because shrinkage was taken into account when designing the mold to ensure that part would shrink to the right ID.
|
Filling Outer Diameter
|
2.180 in
|
+/- 0.015
|
2.198 in
|
Although the shrinkage was overestimated such that the final parts were larger than expected, they fit well with the cage and housing so were not altered.
|
Circuit Holder Outer Diameter
|
2.17 in
|
+/- 0.01
|
2.170 in
|
Dimension determined by the size of the punch used. Criteria was met because of the precision of the punch.
|
Cage Outer Diameter
|
2.350 in
|
+/- 0.01
|
2.349 in
|
This dimension met the target because shrinkage was taken into account when designing the mold to ensure that part would shrink to the right OD.
|
Total Mass
|
68g
|
N/A
|
59.4g
|
Total mass of fully assembled yoyo. Volume of plastic used was different.
|
Rotation Speed
|
942 rpm
|
N/A
|
1015 rpm
|
Measured with optical tachometer. Yoyo was dropped, not thrown. Calculation was close to the measured value, indicating adequate assumptions and measurement.
|
Note: Since all of our parts fit together, we would use the mean measured specifications above for mass production of the yoyos. The only change would be to narrow the string gap to original design specification of .075 in +/- .015 in so that double looping of string isn’t needed and assembly time is decreased.
Cost Analysis for Prototyping Versus Mass Production Summary
 The above graph shows the variation of unit cost against production volume for 3 different production methods. These 3 are the 2.008 prototyping method, additive manufacturing and high volume. The additive manufacturing cost estimates were made using quotes from Fineline Prototyping for the plastic parts of the yo-yos. The approximations used for modelling high volume production costs included decreased unit run time due to multi-cavity and molds and decreased material costs resulting from large bulk orders. For very low volume production, additive manufacturing is cheapest, but for volumes greater than 10 yo-yos, 2.008 methods become the lower cost option. High volume methods prove far cheaper for volumes where these become feasible, generally for runs of >5000 yo-yos. These unit costs can be broken down into material, tooling, equipment and overhead cost, as shown in the following table:
The above graph shows the variation of unit cost against production volume for 3 different production methods. These 3 are the 2.008 prototyping method, additive manufacturing and high volume. The additive manufacturing cost estimates were made using quotes from Fineline Prototyping for the plastic parts of the yo-yos. The approximations used for modelling high volume production costs included decreased unit run time due to multi-cavity and molds and decreased material costs resulting from large bulk orders. For very low volume production, additive manufacturing is cheapest, but for volumes greater than 10 yo-yos, 2.008 methods become the lower cost option. High volume methods prove far cheaper for volumes where these become feasible, generally for runs of >5000 yo-yos. These unit costs can be broken down into material, tooling, equipment and overhead cost, as shown in the following table:
Production Run
|
Total Unit Cost
|
Materials
|
Tooling
|
Equipment
|
Overhead
|
50 yo-yos, 2.008 methods
|
90.42
|
7.1
|
46
|
2.33
|
35
|
50 yo-yos, AM
|
113.19
|
78.19
|
35
|
0
|
0
|
100000 yo-yos (high volume)
|
7.95
|
2.46
|
0.02
|
0.04
|
5.43
|
This table shows that tooling and overheads dominate for 2.008 prototyping at low volumes, whereas material costs (i.e. the cost of purchasing printed parts from an external manufacturer) are more important in AM. At very high volumes, overheads and material costs (i.e. variable costs) dominate the price of production.
YY Design and the Constraints of 2.008
Our yoyo naturally fell within most of the constraints of the 2.008 lab. However one thing we could change for mass production is to use side-action on the injection molded molds. This would have allowed us to have less of a visible weld line (present on the silver injection molded parts: cage and housing). We would have also used an injection molding machine that can make multiple parts at a time. The molds could also have more cavities. Another change is that we would have used better quality wire so that the circuits are more durable/robust.
Our yoyo naturally fell within most of the constraints of the 2.008 lab. However one thing we could change for mass production is to use side-action on the injection molded molds. This would have allowed us to have less of a visible weld line (present on the silver injection molded parts: cage and housing). We would have also used an injection molding machine that can make multiple parts at a time. The molds could also have more cavities. Another change is that we would have used better quality wire so that the circuits are more durable/robust.













{kind=link}